Untrusted stop reasons
The dashboard says the line stopped, but operators and maintenance disagree about the true cause.
The dashboard says the line stopped, but operators and maintenance disagree about the true cause.
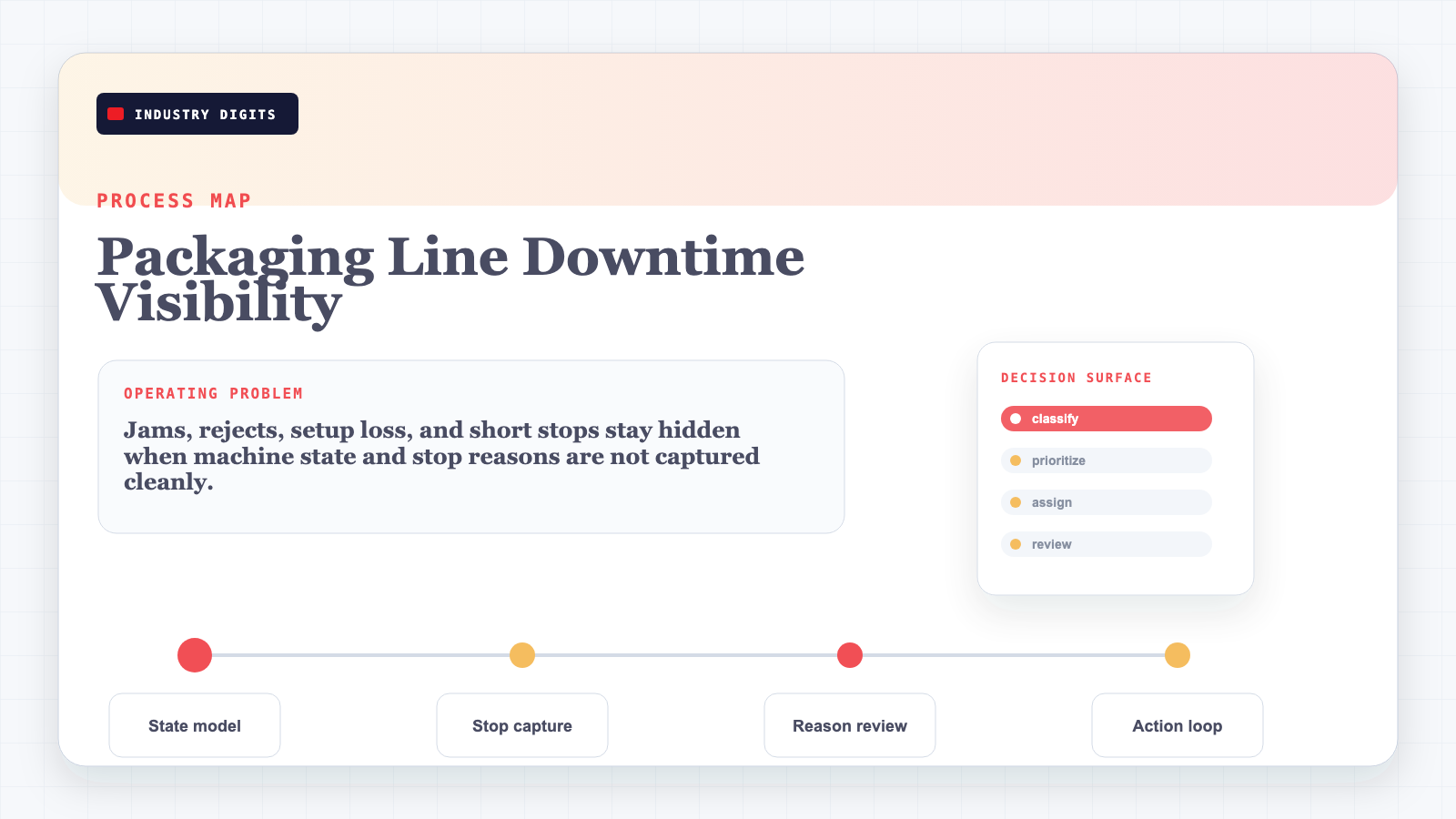
Small jams, sensor trips, and resets accumulate into lost capacity without clear event history.
Operators record reasons after the fact, which weakens root-cause review and shift handover.
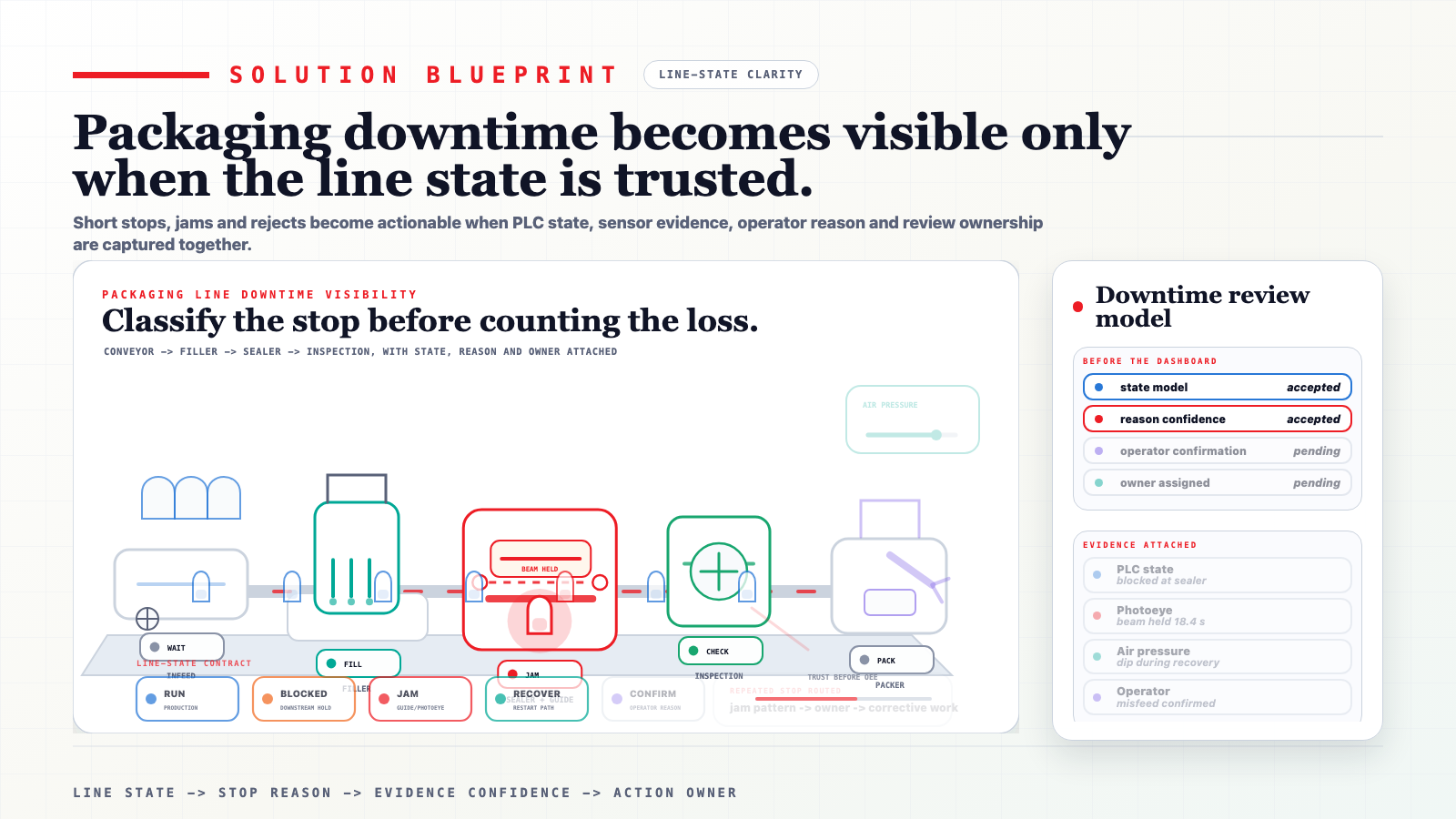
PLC and HMI states do not cleanly separate running, held, faulted, starved, blocked, setup, and manual recovery.

These stages are planning ranges. The real cadence depends on plant access, signal quality, risk, and ownership.
Review PLC/HMI behavior, known stoppages, manual logs, operator language, and event sources for one packaging line.
Capture selected events, reconcile them with operators, and tune reason logic before broad reporting.
Run a shift or weekly review loop and convert repeat reasons into controls cleanup, maintenance, training, or setup changes.
Each signal needs ownership, unit, context, quality, and review logic. Without that contract, dashboards and alerts become fragile.
Explain how packaging-line stops become useful only when line state, stop reason, event evidence, and action review are trusted.
Small stops can hide large capacity loss.
State clarity makes stop reasons believable.
Evidence has to map to an action owner.
Visibility earns value when the review loop changes work.
Field guides and standards references that deepen the methods this blueprint depends on.
 Industrial Automation
Industrial Automation How food and beverage plants can use automation, IIoT, and condition monitoring to improve uptime, hygiene, quality, and packaging reliability without overcomplicating operations.
 Industrial Automation
Industrial Automation A practical automation guide for leaders who need PLC logic, machine sequences, safety discipline, and future IIoT data to work as one operating system.
 IIoT
IIoT A gated resource for selecting IIoT sensors, transducers, and switches that can survive the plant environment and support reliable operating decisions.
 Industrial Automation
Industrial Automation A decision framework for industrial leaders who need to separate control, visibility, data, and transformation before committing capital.
 Industrial Automation
Industrial Automation A practical guide to automation and IIoT for process and chemical plants, focused on control reliability, alarms, instrumentation, maintenance, and operational visibility.
 IIoT
IIoT A grounded smart manufacturing blueprint for connecting production, maintenance, quality, utilities, and planning without overclaiming transformation.